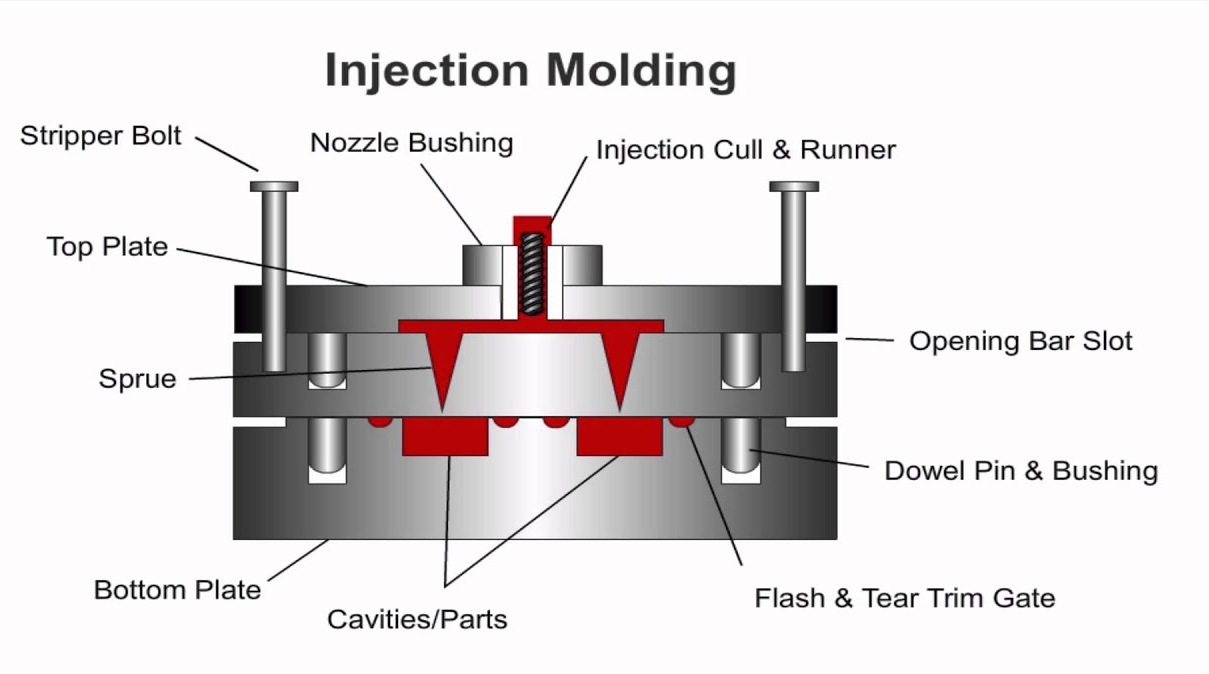
Rubber Injection Molding
With over 35 years of experience in rubber industry, Liangju Rubber offers competitive pricing combined with excellent product quality and service. We are ISO and IATF certified and experienced in meeting the strictest quality standards.
Rubber injection molding is used to develop both solid rubber parts and rubber-to-metal bonded products. Rubber compounds can provide a wide variety of properties that solve problems from seals or gaskets, noise and vibration isolation, abrasion and impact resistance and chemical/corrosion resistance. Rubber injection molding is an ideally suited for mid-to-high-volume production and where tight tolerances, part consistency or over-molding are required. In addition, rubber injection molding works well with rubber compounds that have faster cure times. This is a process that can be fully automated.
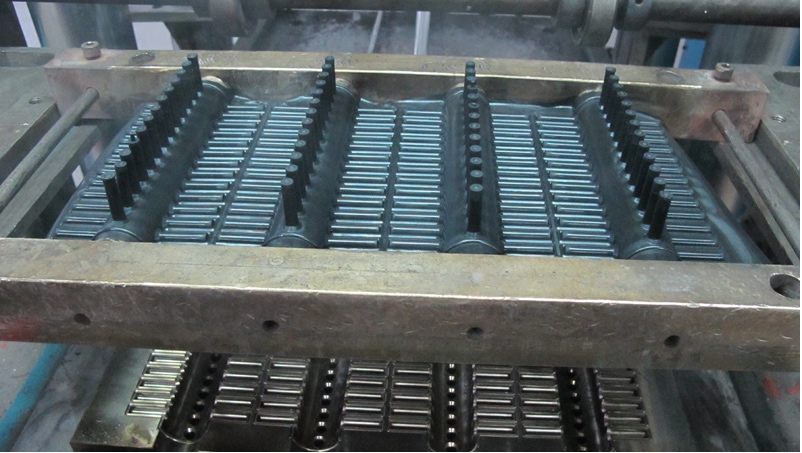
Rubber Injection Molding Process
1-Material in injection unit ready for injection into cavities.
2-Material is injected from injection units through runner system and gates into cavities.
3-Parts (materials) are cured in mold until the cure process is completed.
4-Molded rubber parts are removed from mold and the process is ready to begin again.
Advantages of Rubber Injection Molding:
●Suits automation with automatic material feeding
●Complementary to high precision molding applications
●High level of repeatability
●Closed mold injection supports molding of complex geometries and overmolding
●Reduced cycle time
●Flashless tooling
●Economical process for high volumes of medium to high precision components
●Capable of producing overmolded components
●Minimal material waste
Disadvantages of Injection Molding vs. other rubber molding methods
●Higher start-up / shutdown costs, better suited for high volume applications
●Runner systems can lead gross material weights when cold runner systems or other low waste options are not utilized.
●Not all cure systems and elastomers are suitable for injection molding.
●The complete elimination of pre-forms
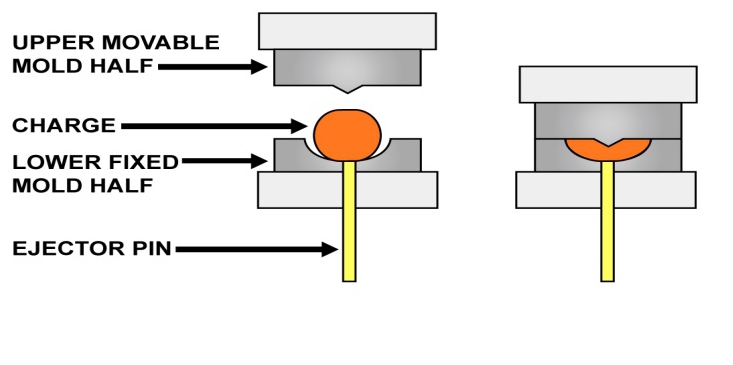
Rubber Compression Molding
Compression molding is a process that involves taking a rubber compound or mixed raw material and creating pre-forms in the basic shape of the end product. The pre-forms provide a surplus of material to be placed in the cavity, thus ensuring a total cavity fill. Once in place, the mold is then closed, applying both heat and pressure to the pre-form and allowing it to fill the cavity. When the cavity is filled, excess pre-form material spills out into overflow grooves. Following this step the rubber is then demolded, usually by hand, leaving us with the molded rubber product.
Rubber Compression Molding Process
1-Uncured rubber is preformed to control weight, shape and specification
2-Rubber preform is placed into the mold cavity
3-Rubber molded is closed compressing the rubber to fill the mold's cavities
4-Mold remains closed under pressure and temperature to reach optimal cure
5-Compressed rubber parts are removed from the mold and the process is ready to begin again
Advantages of Rubber Compression Molding:
1-Tooling can be less complex and lower cost to construct
2-Lower percentage material runner scrape vs. traditional injection or transfer molding
3-Process is suitable from most elastomers and cure systems
4-Economical process for medium precision
Disadvantages of Compression Molding
1-Labor for preforming material can add cost
2-Cycle times may be longer
Products we can produce:
◆custom molded rubber components
◆rubber to metal bonding
◆rubber O-rings and sealings
◆rubber bellows, and dust boots
◆formed rubber hose
◆rubber diaphragms
◆rubber grommets
◆rubber mountings & vibration isolation
◆rubber dampers & bumpers
Rubber Extrusion Molding
An extrusion die is a precise and specific tool made by cutting an opening through a blank of steel. The shape of the opening will match the finished rubber cross section desired for an extruded part. Once in place, the rubber material will be forced through this die via the pressure that builds up from the revolving screw of the extruder.
Many rubber compounds tend to swell when passing through the extrusion die, causing them to experience an increase in dimensions. Thus, each die is made according to each particular part and material to ensure that all tolerances are met for the finished extruded rubber part.

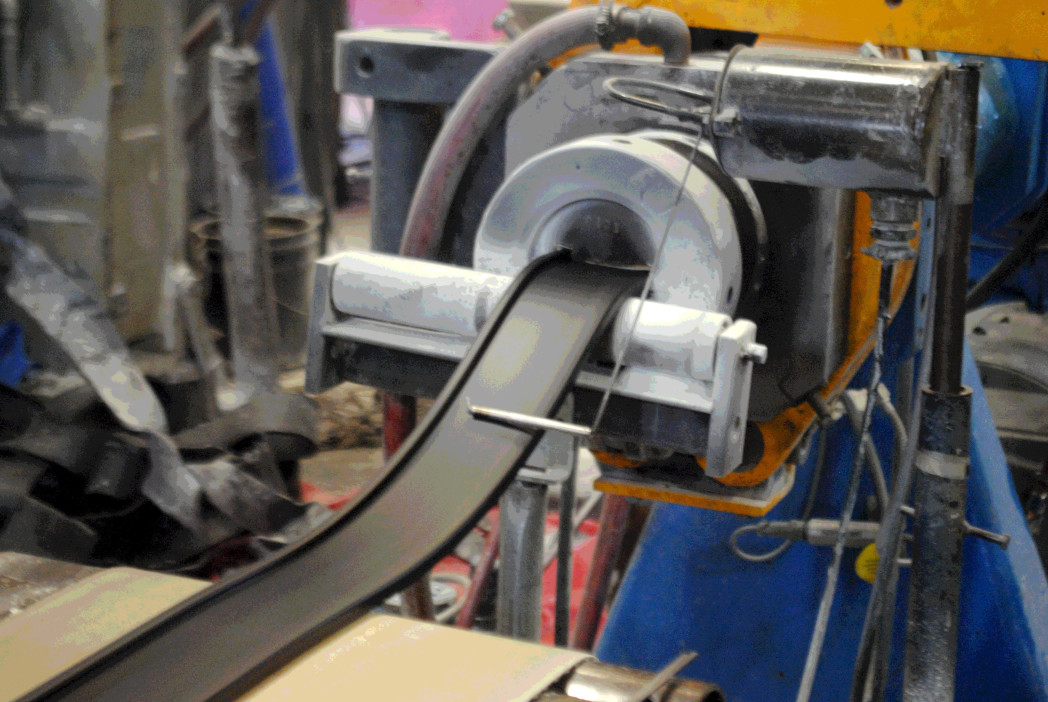
Rubber Extrusion Molding Process
1-Rubber compounds being fed into an extruder.
2-The screw will begin to carry the rubber forward into the die, with an increase in pressure and temperature occurring as the material gets closer to the die itself.
3-Once the material reaches the die, the built-up pressure forces the material through the openings. During vulcanization, the extruded rubber will swell or shrink in both its cross section and its length, depending on the type of rubber compound used.
4-After vulcanization, a length of rubber extrusion will tend to be reduced in dimension more in the center of the length than in the ends.
Applications for Custom Extruded Rubber
Our custom rubber extrusions are used across a wide range of industries including automotive, marine, aerospace, manufacturing, healthcare, transportation, electronics and food processing.
◆Rubber trim
◆Weather-stripping
◆Extruded rubber seals
◆Rubber floor matting
◆Rubber grommets & connectors
◆Rubber Bumpers and more.
In general, rubber extrusions are valued as sealants and gaskets because they offer such excellent flexibility, impermeability and resilience.
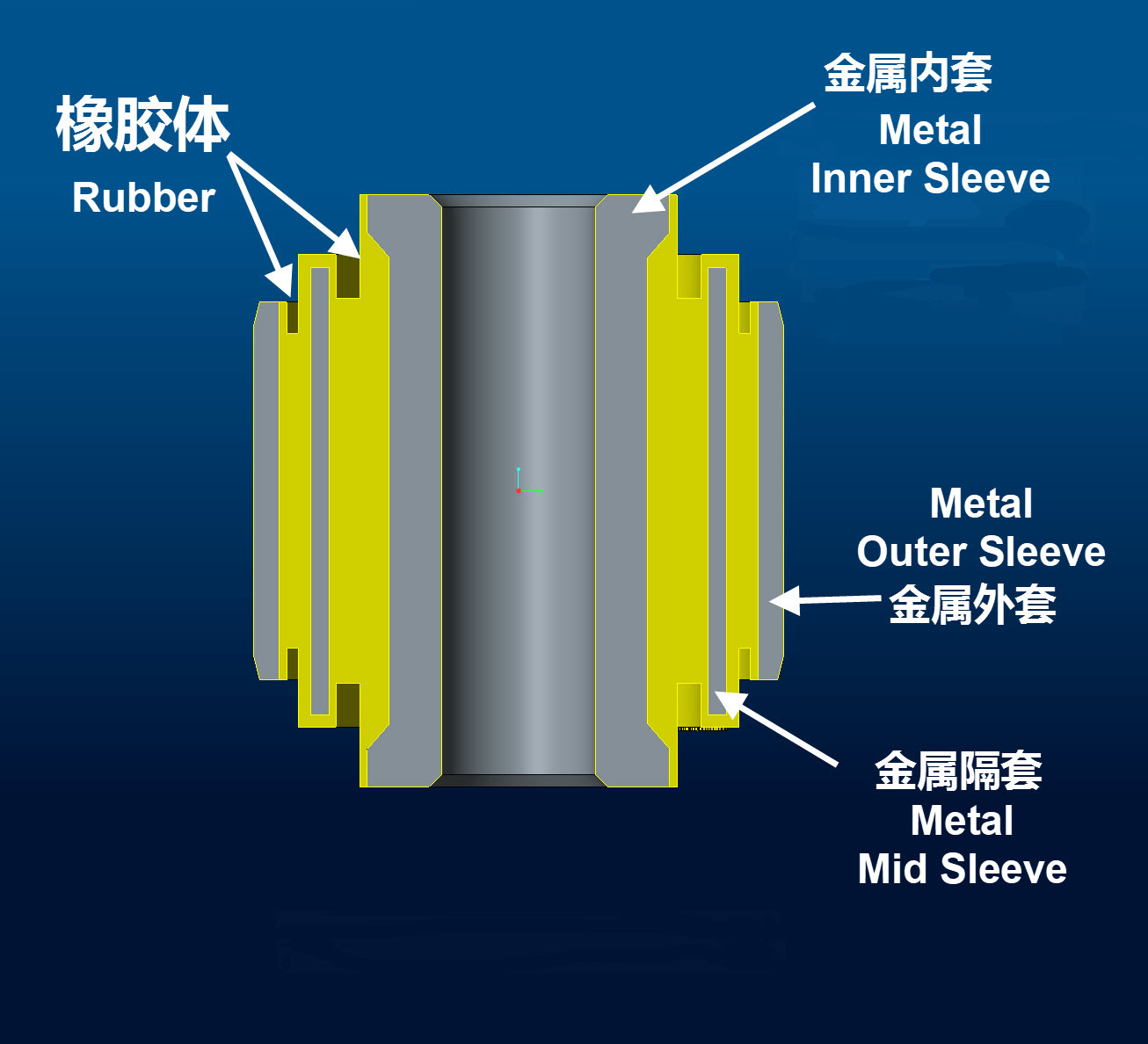
Rubber to Metal Bonding
Bonding rubber to metal is a means by which rubber is mechanically bonded to a metal insert during the molding process. Utilizing injection molding and transfer molding to encapsulate and bond rubber to metal is the most effective way to adhere rubber to metal or plastic parts. Furthermore, the rubber to metal molding process provides a superior mechanical bond of rubber to metal parts, inserts or plastic parts.
Rubber to Metal Bonding Process
1-The first step we do is to dealing with the metal parts using a degreasing system to rid the parts of any contaminants (like dust, rust, oil) before the adhesive is applied. Once we finish cleaning, we spray a special, heat-activated adhesive onto the metal parts.
2-Once the part is ready for rubber over-molding, the metal parts are inserted into the mold cavities. The mold is then closed and the rubber molding process begins.As the elevated molding temperature cures the rubber, it also activates the adhesive forming a mechanical bonding of rubber to metal or bonding rubber.
Rubber to Metal Bonding We Produce:
Typical applications for rubber bounded metal include any part requiring the flexibility of rubber and the stability of a metal. Applications range from bonding natural rubber and butyl to steel, brass, aluminum, alloys, exotics, engineered resins and plastics. Components ranging in size from small mounts for motors to large locomotive suspension parts:
◆Rubber Feet with Screw
◆Rubber Bumpers
◆Rubber to metal sleeve bushings
◆Suspension bushings
◆Engine Mounting
◆Rubber bushing with Nylon insert
◆Rubber Rollers
◆Rubber Clutches
◆Rubber Couplings
Rubber to Fabric Bonding
We can bond most rubbers to a wide range of textiles where the product requires flexible reinforcement. Typical applications are for pump and valve diaphragms. Fabrics that we can process include the following:
◆Cottons
◆Cord fabricss
◆Carbon fibres
◆Glass fibres
◆Kevlars
◆Nomexs
◆Nylons
◆Polyesters
◆Xylons
Applications of Rubber to Fabrics Bonding
Liangju rubber knows the technology and has experience to offer a comprehensive fabric bonding service to all areas of industries. The rubber to fabric or nylon bonding we offer”
◆Stabilizer Bushing with Nylon inserted
◆Stabilizer Bushing with Cord fabric
◆Rubber reins with cotton
◆Rubber diaphragms
◆Rubber gaskets
The Custom Value Added Services for Rubber Molding
Quality & Service
We have 35 years of rubber insert molding experience to use by allowing us to help you choose the suitable rubber materials and molding method to meet your rubber molding project requirements.
◆Light assembly
◆Kit assembly
◆Small production runs for prototyping
Liangju Rubber understands emergencies happen. We have the ability to expedite production to meet your unexpected needs.
◆Custom Packaging
◆LOGO & labeling
◆Barcoding
◆Inventory programs
From Start To Finish
Our Custom Rubber Molding creates quality custom rubber compression molding, custom rubber injection molding and rubber to metal bonding with the highest standards in customer service.

 English
English Español
Español  русский
русский  日本語
日本語  Português
Português  Français
Français  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик